
")
Lean Management w praktyce – nowoczesna transformacja procesu montażu
Wprowadzenie
W literaturze naukowej podkreśla się, że łączenie narzędzi Lean wpływa nie tylko na wyniki operacyjne, ale kształtuje również kulturę organizacyjną i sposób zarządzania wiedzą w firmie, co ma znaczenie dla jej rozwoju w dłuższym okresie. W tym kontekście firma ATM Lighting, przeprowadziła transformację procesu montażu. Odeszła od modelu produkcji wsadowej dla większych partii produkcyjnych. Do każdego stołu zamontowano kółka, co umożliwia swobodne manewrowanie między produkcją jednostkową a seryjną. Większe partie produkcyjne są zrealizowane metodą One Piece Flow, dzięki czemu możliwe było uruchomienie gniazd produkcyjnych. Zmiany te, wsparte narzędziami Lean i zasadami 5S, zwiększyły przewidywalność procesów i poprawiły ergonomię stanowisk. Co ważne, doprowadziły także do wyraźnego wzrostu efektywności operacyjnej, tworząc podstawę do dalszego doskonalenia struktur produkcyjnych.
Charakterystyka stanu początkowego procesu montażu
Produkcja wsadowa to metoda, w której produkty są wytwarzane w określonych partiach, przy wykorzystaniu tych samych zasobów w jednym cyklu produkcyjnym. Po zakończeniu jednej partii możliwa jest zmiana konfiguracji linii produkcyjnej w celu wytworzenia innego produktu lub wariantu.
Ustawienie i przepływ towaru na montażu – Batch Production
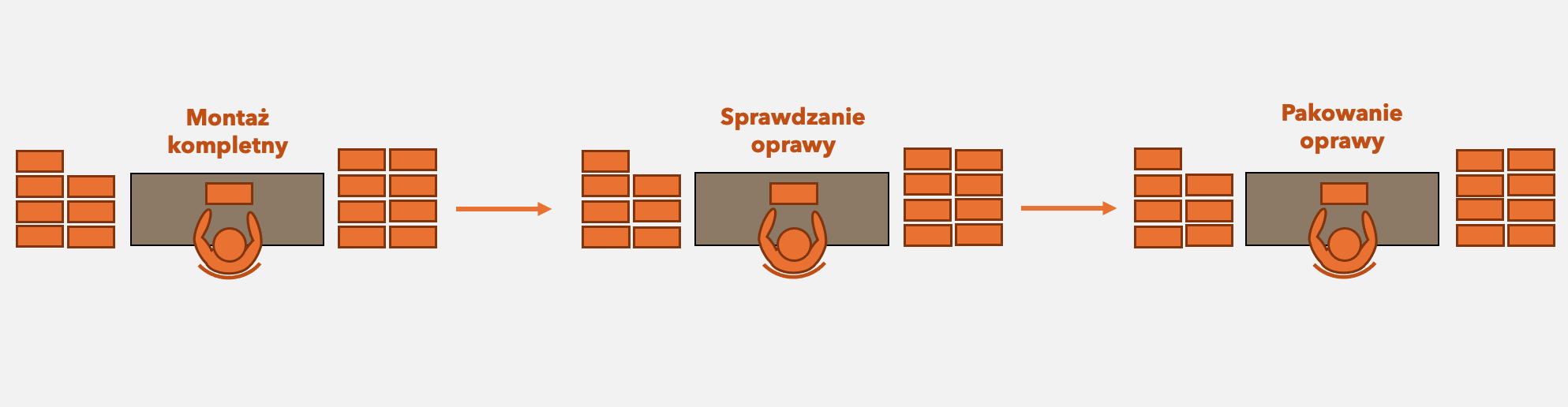
Rysunek 1. Układ stanowisk przed wdrożeniem One Piece Flow.
Problemy początkowe – punkt wyjścia do transformacji
Dotychczasowy model montażu zakładający produkcję wsadową opierał się na indywidualnej pracy każdego pracownika, który samodzielnie składał cały produkt od początku do końca. Mimo pozornej samodzielności, taki system generował liczne problemy podczas produkcji większych zamówień:
- Konieczność ciągłych przezbrojeń stanowisk po każdej czynności produkcyjnej,
- Przemieszczanie się po hali w celu pobrania materiałów,
- Transport półproduktów i gotowych opraw między stanowiskami,
- Kontrola jakości gotowego produktu w momencie, gdy już cała partia była gotowa,
- Wysokie obciążenie brygadzistek, które musiały koordynować kolejne kroki pracy każdego pracownika,
- Trudności z wdrażaniu nowych pracowników wynikające z nadmiaru informacji przekazywanych na start.
Metodyka transformacji – One Piece Flow i organizacja gniazdowa
W wyniku szczegółowej obserwacji procesów na hali montażowej przygotowano diagram Spaghetti, dzięki któremu łatwo zidentyfikowano obszary marnotrawstwa, zwłaszcza w postaci niepotrzebnych ruchów pracowników. Aby je wyeliminować i usprawnić przepływ pracy, zdecydowaliśmy się na wdrożenie metody One Piece Flow.
Zasada One Piece Flow polega na przetwarzaniu jednej sztuki produktu naraz przez kolejne etapy procesu, bez tworzenia buforów i zapasów międzyoperacyjnych. W połączeniu z produkcją gniazdową – gdzie stanowiska są zorganizowane w logiczne ciągi – pozwala to znacząco skrócić czas realizacji, zwiększyć jakość poprzez weryfikacje pierwszej gotowej sztuki i zredukować marnotrawstwo.
W nieużywanej hali montażowej utworzono swoiste „laboratorium Lean”, w którym testowano różne koncepcje przepływu produkcji i organizacji pracy. Podczas produkcji większych partii zastosowano model gniazd produkcyjnych, który przyniósł natychmiastowe korzyści
Nowy model montażu – gniazda produkcyjne
Pomimo wstępnych wyliczeń i próbie oszacowania idealnego taktu na stanowisko, początkowo nie udało się sprawić by proces przebiegał płynnie. Już po pierwszej godzinie od uruchomienia produkcji zauważono konieczność wprowadzenia poprawek, gdyż zaczęły się tworzyć bufory oraz przestoje między niektórymi stanowiskami.
Kluczowym aspektem przy wprowadzaniu zmian produkcyjnych jest „Gemba Walk”. Gemba (z jap. 現場 – „miejsce, gdzie dzieje się praca”) to praktyka zarządzania polegająca na tym, że liderzy regularnie odwiedzają miejsce pracy. Na podstawie obserwacji oraz rozmów z pracownikami produkcji zidentyfikowano kluczowe problemy.
Wstępny układ stanowisk – obserwacja procesu
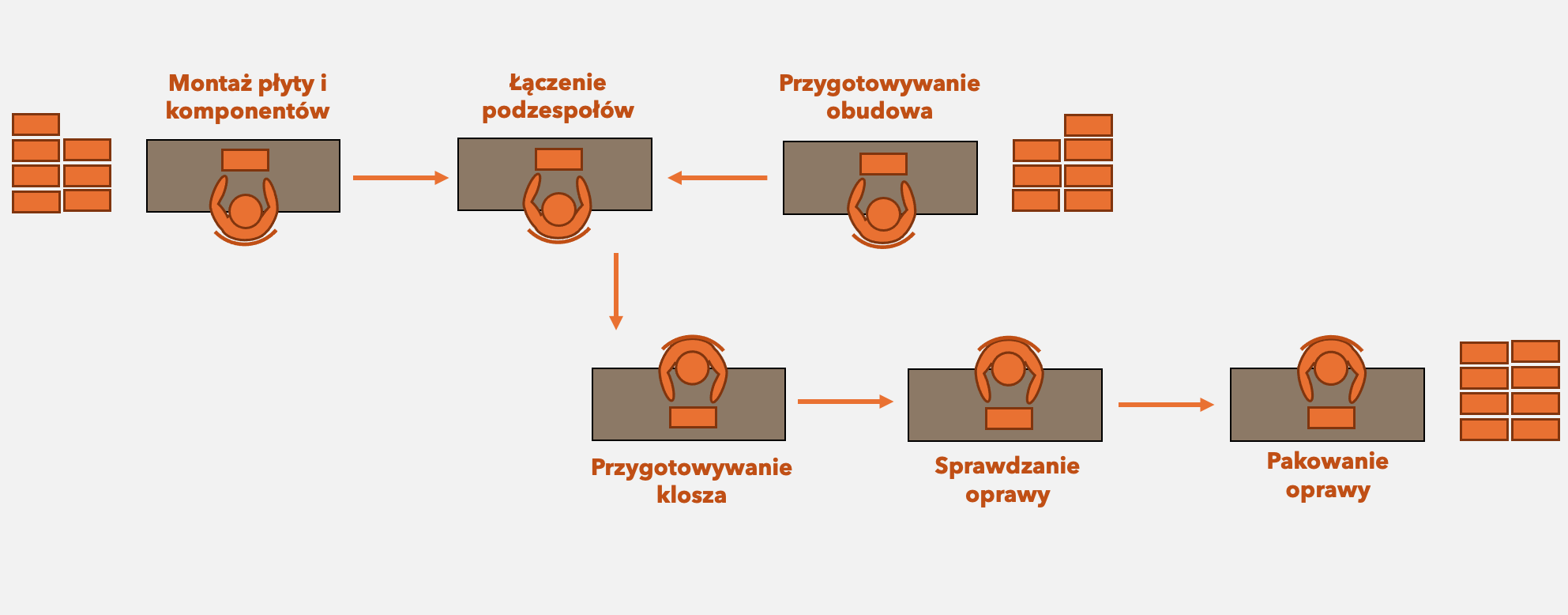
Rysunek 2. Pierwszy układ stanowisk podczas wdrażania gniazd.
Problem pojawił się na następujących stanowiskach:
- Montaż płyty i komponentów – pracownik z pierwszego gniazda miał zbyt wiele czynności do wykonania względem innych stanowisk,
- Przygotowywanie klosza – montaż klosza przebiegał zbyt szybko przez co pracownik miał przestoje w każdym cyklu,
- Sprawdzanie oprawy – podobnie jak montaż klosza, sprawdzanie było widocznie szybsze.
Nowy model montażu – gniazda produkcyjne i One Piece Flow
Po zidentyfikowaniu kluczowych problemów, wdrożono skuteczne rozwiązania, które umożliwiły szybką reorganizację stanowisk pracy oraz optymalizację procesu montażu.
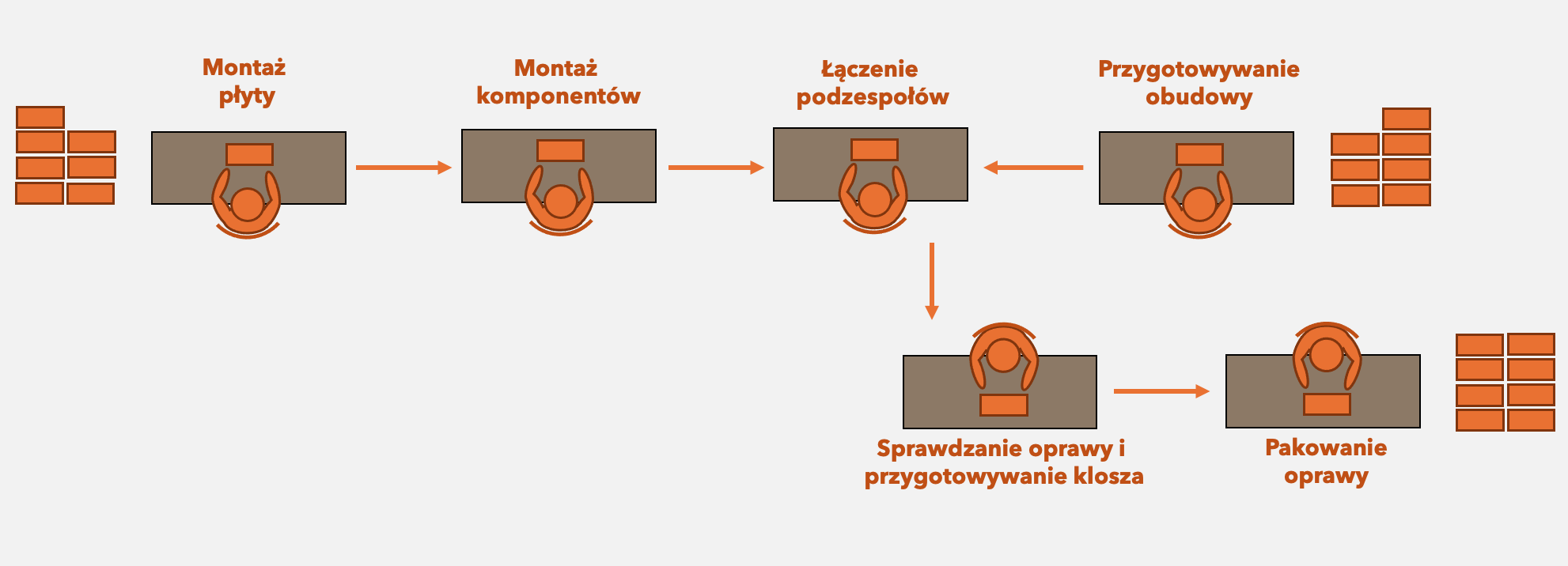
Rysunek 3. Układ stanowisk po wdrożeniu gniazd.
Wprowadzono następujące zmiany w stosunku do pierwotnej wersji:
- Montaż płyty i komponentów – został rozdzielony na dwa oddzielne stanowiska, gdzie praca została rozdzielona po równo,
- Sprawdzanie oprawy i przygotowywanie klosza – z dwóch stanowisk powstało jedno, na którym oprawa jest najpierw sprawdzana, a następnie montowany jest klosz.
W nowym układzie produkcyjnym:
-
Każda osoba wykonuje jedynie wybraną część całego procesu produkcyjnego,
-
Czynności zostały równomiernie rozdzielone wzdłuż linii montażowej,
-
Produkcja została zbalansowana w rytmie cyklu (ang. cycle time),
-
Redukcji uległy zbędne ruchy i transport (eliminuje się marnotrawstwo) Efektem była poprawa efektywności nawet o 20% (nie uwzględniając przezbrajania i dostarczania półproduktów w starym systemie) co przekłada się na znaczną oszczędność roboczogodzin, szczególnie przy większych zamówieniach.
Wprowadzenie gniazd produkcyjnych i rozdzielenie montażu oprawy na poszczególne, jasno zdefiniowane stanowiska znacząco ułatwiło również proces wdrażania nowych pracowników. Zamiast uczyć się kompletnego montażu całej oprawy – co wcześniej wymagało czasu, doświadczenia i dużej samodzielności – nowi pracownicy opanowują jedną, prostą i powtarzalną czynność.
Pozwala to nie tylko szybciej osiągnąć pełną samodzielność na stanowisku, ale także zmniejsza liczbę błędów wynikających z przeciążenia informacjami czy braku praktyki. Dzięki standaryzacji zadań Onboarding stał się szybszy, bardziej przewidywalny i znacznie łatwiejszy zarówno dla nowych osób, jak i dla osób nadzorujących proces.
Wdrożenie nowego systemu przyniosło także liczne korzyści niemierzalne, mające bezpośredni wpływ na jakość pracy:
- Brygadzistki nie muszą już kontrolować każdego pracownika z osobna,
- Każdy pracownik ma równy przydział zadań, co poprawia ergonomię pracy,
- Jakość gotowego produktu jest sprawdzana już na początku produkcji na pierwszym egzemplarzu,
- Planowanie produkcji jest prostsze i bardziej przewidywalne,
- Gotowe oprawy są równomiernie składowane w magazynie,
- Śledzenie postępu zamówień stało się łatwiejsze.
- Łatwiejszy, szybszy i bardziej przewidywalny Onboarding,
- Czas produkcji stał się przewidywalny,
- Analiza i usprawnienia poszczególnych czynności w trakcie produkcji, gdyż problemy są bardziej widoczne na oddzielnych stanowiskach
Wyniki wdrożenia i usprawnienia procesu
Dzięki wdrożeniu systemu gniazdowego firma zyskała możliwość szacowania produkcji w ujęciu dziennym. Wykres poniżej przedstawia ilości wyprodukowanych sztuk na podstawie wybranej oprawy. Średnia produkcja dzienna dla wybranej linii produkcyjnej na przestrzeni czterech dni wyniosła w przybliżeniu 110 sztuk. Podczas realizacji zamówienia najwyższe odchylenie od średniej to zaledwie 3%, co jasno pokazuje, jak przewidywalny i prosty do planowania stał się proces montażu.
Stabilność procesu – liczba wyprodukowanych opraw na konkretnej linii produkcyjnej w poszczególnych dniach
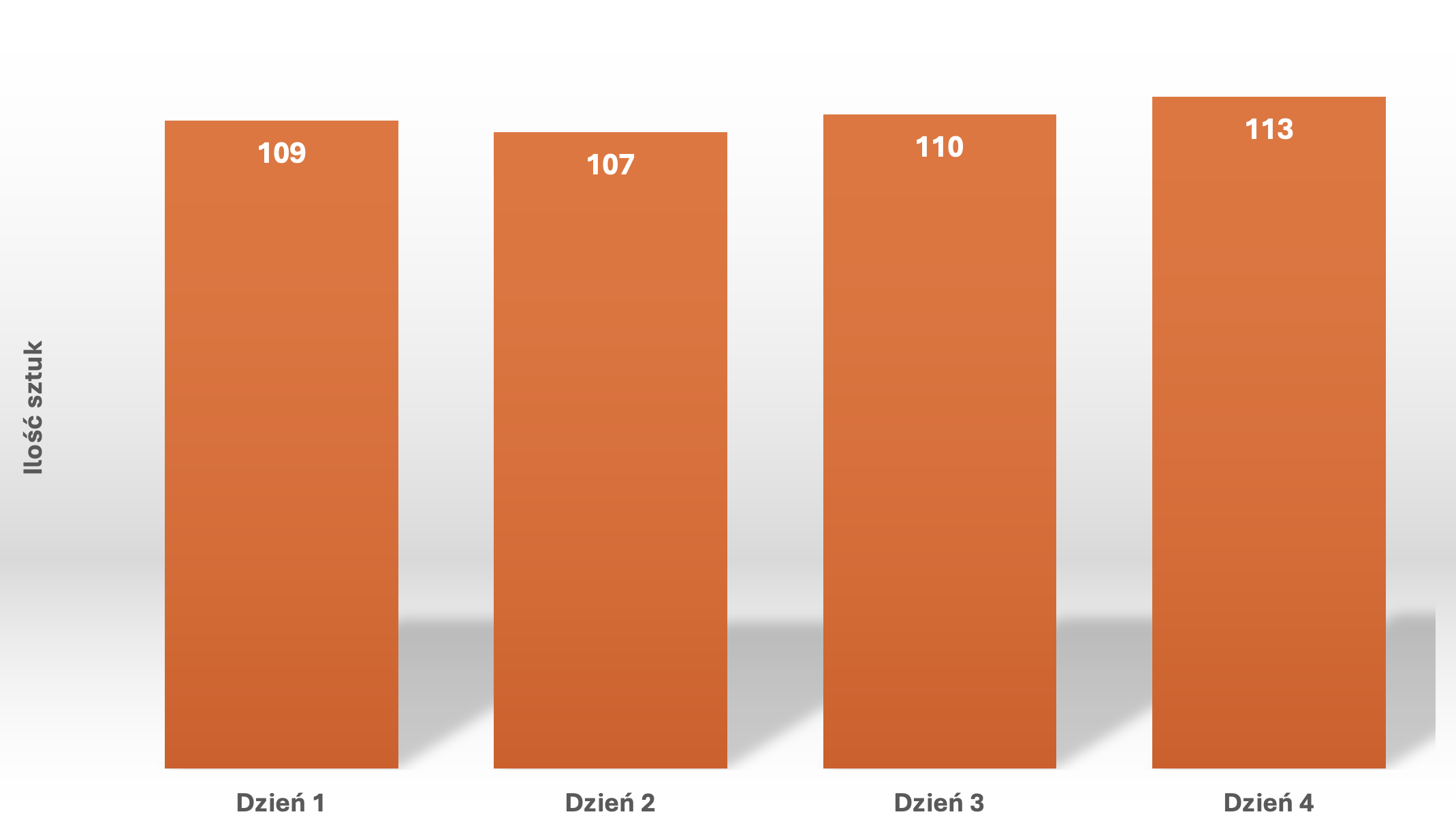
Wykres 1. Liczba produkowanych opraw na linii w poszczególnych dniach produkcji.
Strefa gniazd i mobilne stanowiska – wdrożenie w głównej hali
Po sukcesie testów, wszystkie gniazda zostały przeniesione na główną halę montażową. Wydzielono tam specjalną „Strefę Gniazd”, wyposażoną w nowoczesne, mobilne stoły na kółkach, które umożliwiają szybkie przezbrojenie w zależności od rodzaju montowanej oprawy.
Dla konkretnych typów opraw opracowano:
- Dedykowany podział czynności,
- Przyrządy usprawniające montaż,
- Odpowiednią ergonomię pracy,
- Indywidualne stanowiska dopasowane do konkretnych zadań,
- Przewidywalny czas realizacji (ang. lead time),
- Odpowiednie standardy pracy, które zapewniają powtarzalność.
Dzięki tym zmianom każde stanowisko stało się w pełni zoptymalizowane i dopasowane do produkcji określonej oprawy, co wcześniej było niemożliwe.
Plany na przyszłość – metoda Kaizen i standardy 5S
ATM Lighting nie zatrzymuje się w miejscu i wciąż się rozwija w oparciu o metodę Kaizen, którą można nazwać filozofią ciągłego doskonalenia.
Aby kontynuować doskonalenie organizacji, kluczowe jest przeprowadzenie pogłębionej analizy pozostałych procesów pod kątem występowania mudy, czyli wszelkich przejawów marnotrawstwa. Podobnie jak w przypadku usprawnienia procesu montażu, możliwe będzie to dzięki zastosowaniu sprawdzonych narzędzi eliminujących straty i zwiększających efektywność pracy. Analiza ta powinna obejmować kilka uzupełniających się etapów. Proces doskonalenia polega najpierw na identyfikacji działań, które nie tworzą wartości dodanej. Następnie należy przeorganizować stanowisko pracy tak, aby było ergonomiczne i efektywne. Kolejny krok to eliminacja zidentyfikowanych strat, co skraca czas i zmniejsza koszty. Wprowadzone usprawnienia utrwala się poprzez jasne standardy, a całość utrzymuje dzięki samodyscyplinie i codziennemu doskonaleniu w duchu Kaizen.
Podsumowanie
Transformacja przeprowadzona w ATM Lighting stanowi przykład skutecznego wdrożenia filozofii Lean Management i standardów 5S w realnym środowisku produkcyjnym. Punktem wyjścia była analiza procesu opartego na produkcji wsadowej, który mimo swojej pozornej prostoty, generował liczne utrudnienia: nieefektywne przemieszczanie się pracowników, brak płynności operacyjnej, trudności w przewidywaniu dziennych wyników produkcyjnych oraz czasochłonny Onboarding. Dopiero szczegółowa obserwacja, m.in. poprzez diagram Spaghetti i Gemba Walk, pozwoliła precyzyjnie określić źródła marnotrawstwa.
Wdrożenie metody One Piece Flow oraz organizacja pracy w gniazdach produkcyjnych znacząco usprawniły montaż. Zbalansowanie stanowisk, eliminacja przestojów i poprawa ergonomii przełożyły się na stabilny, przewidywalny proces oraz wzrost efektywności o około 20%. Jednocześnie standaryzacja czynności ułatwiła szkolenie nowych pracowników, co skraca Onboarding i zmniejsza liczbę błędów.
Istotną korzyścią okazała się również większa stabilność produkcji, widoczna m.in. w niskich odchyleniach dziennych wyników, co ułatwia planowanie i kontrolę jakości. Przeniesienie gniazd do głównej hali, wprowadzenie mobilnych stanowisk oraz wdrażanie narzędzi cyfrowych dodatkowo zwiększyły elastyczność procesu i umożliwiły jego dalszą optymalizację.
Transformacja w ATM Lighting pokazuje, że konsekwentne stosowanie zasad Lean, wsparte kulturą Kaizen i zaangażowaniem pracowników, prowadzi nie tylko do wzrostu efektywności, lecz także do trwałej poprawy organizacji pracy. To solidny fundament pod dalszy rozwój firmy i jej konkurencyjność na rynku.
Autor: inż. Bartosz Mielcarek – Technolog, Dział Technologiczny ATM Lighting.